Ролики Обрезиненные Приводные для Деревообработки в Спб
 Впрочем, в XIX веке использовался и групповой трансмиссионный привод станков - от паровой машины или водяного колеса, которые могли позволить себе лишь довольно крупные деревообрабатывающие производства.
Впрочем, в XIX веке использовался и групповой трансмиссионный привод станков - от паровой машины или водяного колеса, которые могли позволить себе лишь довольно крупные деревообрабатывающие производства.
Зимой 1889 года русский инженер Михаил Доливо-Добровольский создал первый трехфазный асинхронный двигатель, пригодный для использования в промышленности, что дало толчок к применению электропривода (сначала группового, а затем и индивидуального) в различных станках.
Победное шествие деревообрабатывающих станков с индивидуальным приводом от встроенного электродвигателя началось в 1907 году с создания английской фирмой Wadkin станка DC Pattern Miller. А уже в 1928 году последние крупные предприятия Германии заменили групповой трансмиссионный привод станков индивидуальным, от электромоторов.
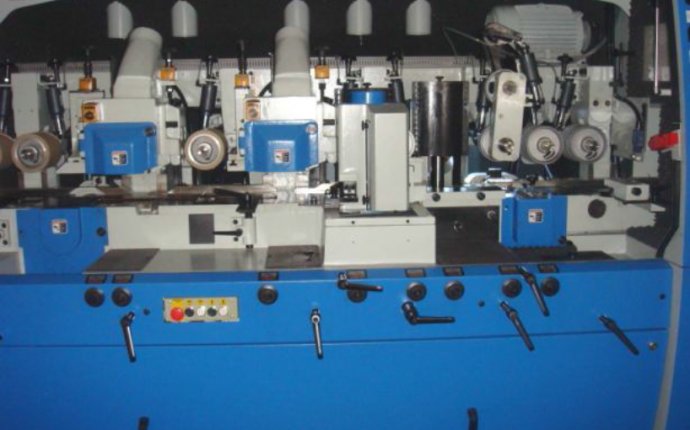
Номенклатура деревообрабатывающего оборудования универсального назначения для столярного производства в довоенное время была довольно ограниченной: станки круглопильные для поперечной и продольной обработки, ленточнопильные столярные, сверлильные, фрезерные с нижним и верхним расположением шпинделя, фуговальные, рейсмусовые и четырехсторонние продольно-фрезерные шипорезные самых разных типов и др.
В послевоенные годы наблюдается бурное развитие деревообрабатывающего станкостроения с созданием принципиально новых специализированных и специальных станков и автоматических линий. Усовершенствованные универсальные станки продолжают выпускаться до сих пор во всем мире. Однако использование некоторых таких станков на предприятиях с довольно высоким объемом производства всегда ограничивалось из-за отсутствия в конструкции этого оборудования механизма подачи, о котором конструкторы как-то забыли. В первую очередь это относится к станкам проходного типа: ленточнопильным столярным, фуговальным, вертикальным фрезерным с нижним и верхним расположением шпинделя и круглопильным для продольной распиловки.
Однако использование некоторых таких станков на предприятиях с довольно высоким объемом производства всегда ограничивалось из-за отсутствия в конструкции этого оборудования механизма подачи, о котором конструкторы как-то забыли. В первую очередь это относится к станкам проходного типа: ленточнопильным столярным, фуговальным, вертикальным фрезерным с нижним и верхним расположением шпинделя и круглопильным для продольной распиловки.
Проблемы в том, что при работе на этих станках нарушение равномерности скорости ручной подачи приводит к образованию профрезеровок, запилов и прижогов на обработанной поверхности, станочник должен все время держать руки подальше от обрабатывающего инструмента ввиду опасности; кроме того, ручная подача не дает возможности добиться высокой производительности оборудования.
Решение было найдено в 1951 году, когда немецкая компания Karl M. Reich (Holz-Her) разработала конструкцию автоподатчика к универсальным деревообрабатывающим станкам, принцип которой и по сей день используется многими изготовителями станочного оборудования.
Конструкция автоподатчика
ба













